


产品特点
子午线轮胎模具按轮胎类型分为全钢模具、半钢模具和工程胎模具,全钢模具一般全部采用模具钢加工而成,主要用于载重车轮胎、客车轮胎;半钢模具的合模机构、侧板等一般采用模具钢加工,花纹圈大部分采用铝合金加工,也有少数钢制花纹模具,主要用于乘用车轮胎、轻卡轮胎、越野车轮胎等;工程胎模具主要用于工程车轮胎特种轮胎等。
按合模结构分为斜平面导向活络模具,圆锥面导向活络模具,斜平面/圆锥面混合结构活络模具等。
按硫化机工作方式全钢模具分为平板式(热板式)子午线轮胎活络模具和带保温罩(蒸锅式)子午线轮胎活络模具,半钢模具一般都用于热板式硫化机。
按加工方式轮胎花纹模具又分为钢刻花纹模具、精密铸造铝花纹模具和铝刻花纹模具

-
优势1
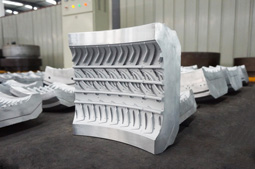
花纹块晶粒细化 硬度更高
花纹块内部晶粒经过细化,组织致密均匀,强度高,无气孔。硬度可达到HV100。韧性较好,不容易断裂。破坏性锤击试验结果是,花纹筋被砸倒后,紧贴在模具上,根部没有裂纹。
-
优势2
进口机床加工 精度更高
模具装配间隙合理,花纹块与侧模的对中性好,无错位现象。花纹基模全部由瑞士进口机床加工,不需人工修整。生产的轮胎轮廓清晰美观,无胶边。
-
优势3
工艺材料更加先进
模具滑动面经过特殊的机械和热处理,摩察系数极小,开合模平稳无噪声。易损件采用国内外知名企业产品,模具使用寿命长。
-
优势4
结构更加合理
模具圆度误差小,花纹形状以及分布与图纸符合程度高,生产的轮胎动平衡性能好。蒸气室分上下两层,串联连接,高温蒸汽在模具内部行走时间增加,换热面积加大,热能利用率高

子午线轮胎活络模具由上模模和下模两部分组成,上模包括上盖、中模套、滑块、上侧板、花纹块及导向机构等,安装在硫化机的移动模板上,在轮胎硫化成型过程中,它随硫化机上的合模系统运动。下模包括底座、下侧板等,安装在硫化机的固定模板上。
在轮胎生产过程中,活络模具机构沿径向作直线运动。合模时,在硫化机的动力作用下,合模力通过中模套的斜面施压于滑块的斜面,形成滑块移动的动力,在中模套的导向斜面及装在滑块上导向条的导向下,滑块进行径向滑动,从而带动装在滑块上的花纹块合拢,完全合拢后,中模套内圆锥面与滑块的外圆锥面达到轻微的线性接触状态,既不会有过量的导向度,还可以保证一定的热传递效果。 硫化成型时,上模和下模闭合,胶囊充气张开构成封闭的型腔,事先缠绕成型的胎坯套在胶囊外面,在胶囊的张力作用下贴合在型腔内壁,高温保压进行硫化。硫化成型后开模,在硫化机的带动下,中模套与上盖向上运动,由于滑块与花纹块有自重,在中模套斜平面及导向条的导向下开始下滑,同时向外张开直至最终脱胎。上模与下模分离,然后由硫化机的机械手取出轮胎制品。
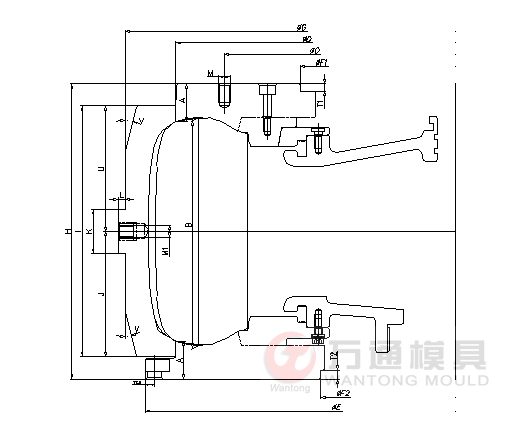
技术参数
-
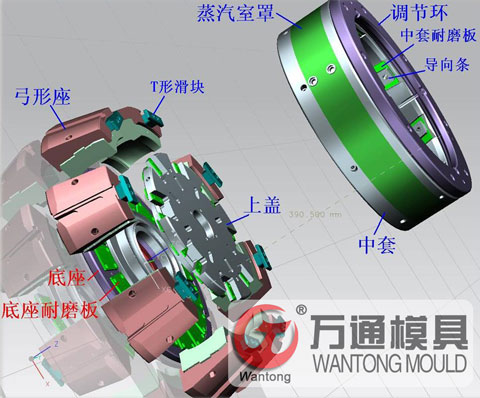
子午线轮胎活络模具装配图
-
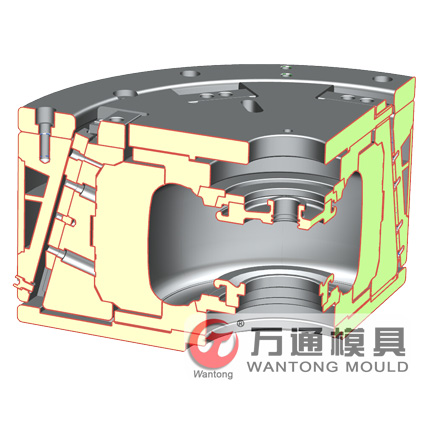
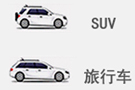
子午线轮胎活络模具三维剖视图
|
尺寸代号 |
模具规格 |
公差标准 |
||||
|
H300 |
H355 |
H370 |
H400 |
H405 |
||
|
H |
300 |
355 |
370 |
400 |
405 |
±0.06 |
|
G |
Ф730 |
Ф785 |
Ф848 |
Ф895 |
Ф970 |
|
|
I |
250 |
312 |
310 |
340 |
341 |
|
|
K |
60 |
50 |
60 |
60 |
60 |
|
|
L |
9 |
9 |
9 |
9 |
9 |
|
|
M1 |
2-M16 |
2-M16 |
2-M20 |
2-M20 |
2-M20 |
|
|
J |
125 |
156 |
155 |
170 |
170.5 |
±0.1 |
|
U |
125 |
156 |
155 |
170 |
170.5 |
|
|
V |
15° |
30° |
15° |
15° |
15° |
2” |
|
D |
Ф615 |
SD |
SD |
SD |
SD |
|
|
E |
Ф655 |
Ф765 |
Ф795 |
Ф840 |
Ф900 |
|
|
O |
Ф400 |
Ф460 |
Ф527 |
Ф582 |
Ф596 |
±0.3 |
|
M |
4-M16 |
4-M16 |
4-M16 |
4-M16 |
4-M16 |
|
|
F1 |
Ф360 |
Ф330 |
Ф380 |
Ф375 |
Ф410 |
|
|
F2 |
Ф360 |
Ф330 |
Ф365 |
Ф365 |
Ф385 |
|
|
Z |
219.5 |
203.17 |
190.76 |
201.33 |
251.05 |
±0.2 |
|
T1 |
10 |
10 |
10 |
10 |
10 |
|
|
T2 |
10 |
10 |
10 |
10 |
10 |
|
|
θ |
35° |
30° |
26° |
26° |
26° |
2” |
|
花纹圈等分数 |
8 |
8 |
9 |
9 |
9 |
|

-
型腔装配图
-

型腔主要部位偏差 单位:mm
客户案例 查看全部案例




























在线订购
您可以填写下面的表格,把您的联系方式和产品需求提交给我们,我们将尽快与您联系解决。万通模具提醒您:为了能及时和您取得联系,请您务必完整填写您的联系方式和需求信息,您可以输入您的需求,如模具类型,规格,尺寸等;你也可以通过商务通联系我们的24小时在线客服,万通模具--致力成为您满意的合作伙伴。